pressure of 3 bar and then cleaned (Fig. 6).
After the oxide firing, which is completed
at a temperature of 980 °C and a hold
time of 1 min., the oxide layer is sandblast-
ed using aluminiumoxide and opaque is
applied to the cleaned framework. The
porcelain powders are applied step by
step after the opaque firing. The CTE of
Ceramill Sintron is 14.5 (10-6/k)making
it ideal for conventional bonding porce-
lains [1]. The porcelain is processed ac-
cording to the manufacturer’s instruc-
tions.
The author uses the thinnest round-head
burs available and individually tapered
tungsten carbide cutters for preparing the
fully sintered metal occlusal surfaces.
Finest grit diamond rotary instruments
are also ideal for adjusting and preparing
details of the morphology.
The author prefers to use different shapes
of silicone rubber polishers and appro-
priate occlusal polishers for pre-polishing
and high-lustre polishing as well as the
Post Disc Fine polishers from the Ce-
ramill Polish lab kit from Amann Gir-
rbach (Fig. 7). Conventional brushes and
metal polishing pastes (pre-polishing and
high-lustre polishing pastes) are used for
finishing (Fig. 8 to 16).
A very pleasant “side effect” when
preparing Ceramill Sintron is the
very easy polishing properties in
comparison with a correspon-
ding casting alloy. The reason for
this is the low hardness.
The Vickers hardness of Ce-
ramill Sintron is 280 (hv 10). In
comparison the Vickers hard-
ness of GirobondNB casting al-
loy fromAmannGirrbach is 320
(hv 10) [2].
The slightly lower hardness of Ce-
ramill Sintron, however, does not
have any effect on the framework
and connector design of the restora-
tion. This means that Ceramill Sin-
tron restorations have the same dimen-
sions and design as usual.
4
dent
al
dialog
ue
VOLUME 14 06/2013 ©
D I G I TAL DENTAL TECHNOLOGY
dd
SPEC I AL
Fig. 3a and 4a First step of customised reworking after dry milling in the Ceramill Motion/Motion2: Fissures and other details
can be prepared in the unsintered state using a tungsten carbide cutter (old), which has been tapered using a diamond disc
Fig. 4b The junction of the fine fissures and details
are prepared using a thin, conically tapered instru-
ment (tungsten carbide or very fine diamond
instrument) with a rounded tip
4b
Fig. 5 In the left of the picture the bridge separated from the Ceramill
Sintron blank before sintering and after sintering in the right of the picture.
The material shrinks by 11 percent during sintering
5
3
4a
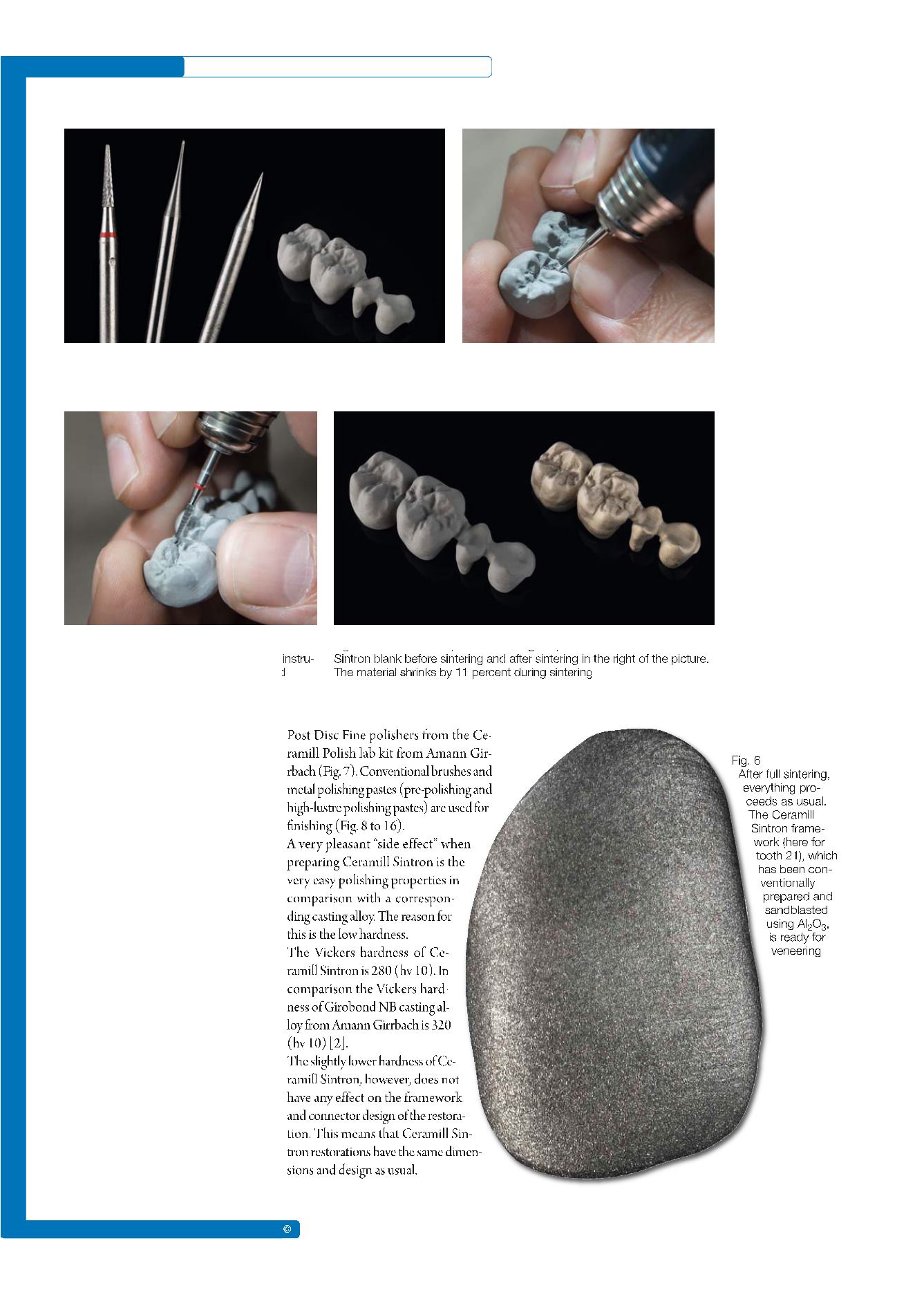
Fig. 6
After full sintering,
everything pro-
ceeds as usual.
The Ceramill
Sintron frame-
work (here for
tooth 21), which
has been con-
ventionally
prepared and
sandblasted
using Al
2
O
3
,
is ready for
veneering


